
丸線を被膜を損傷することなしに
占積率89%~93%を実現します!
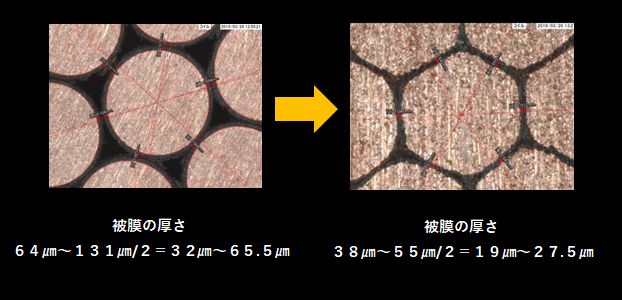
圧縮・成型前と圧縮・成型後のデータ比較
(φ0.9の自己融着線使用のコイル)




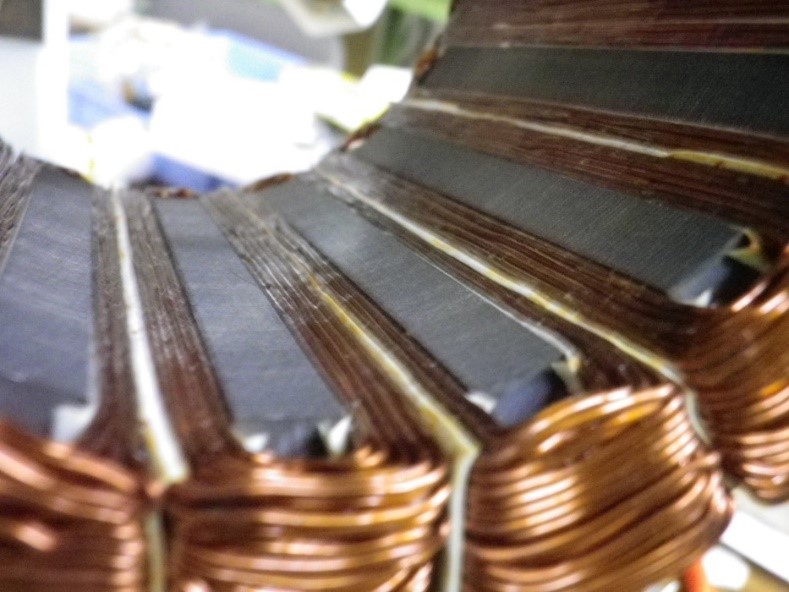
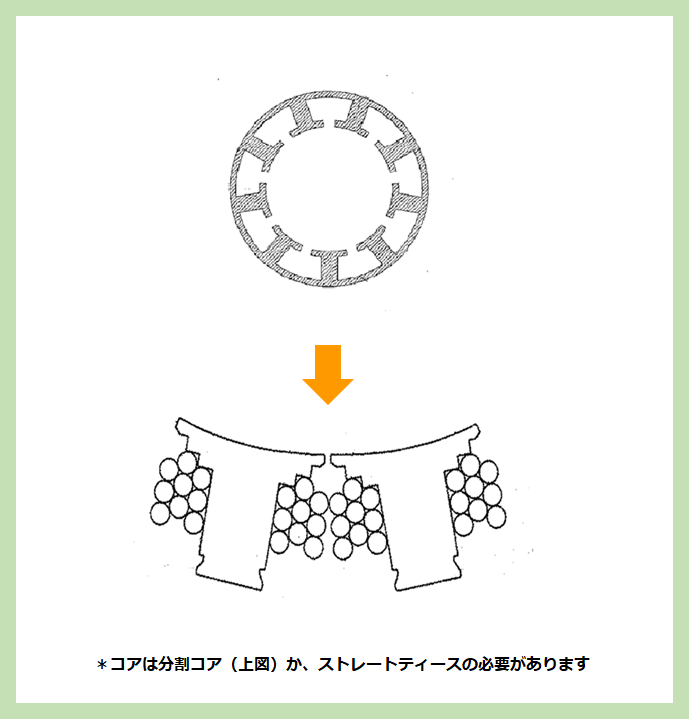
ティースの形状
≪解説≫
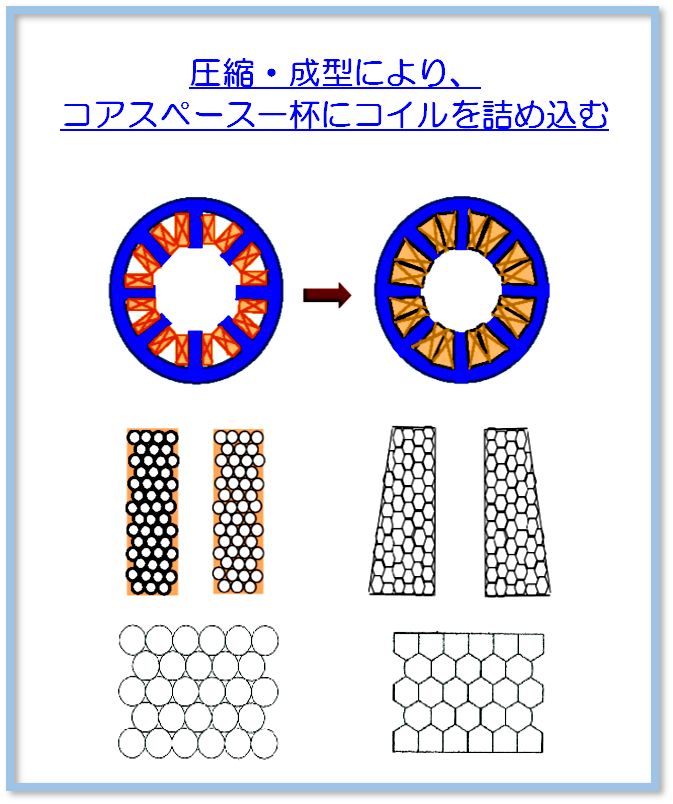
コイルを段付きにきちっと巻き、圧縮・成型する ➡ 79%~82%→89%~93%
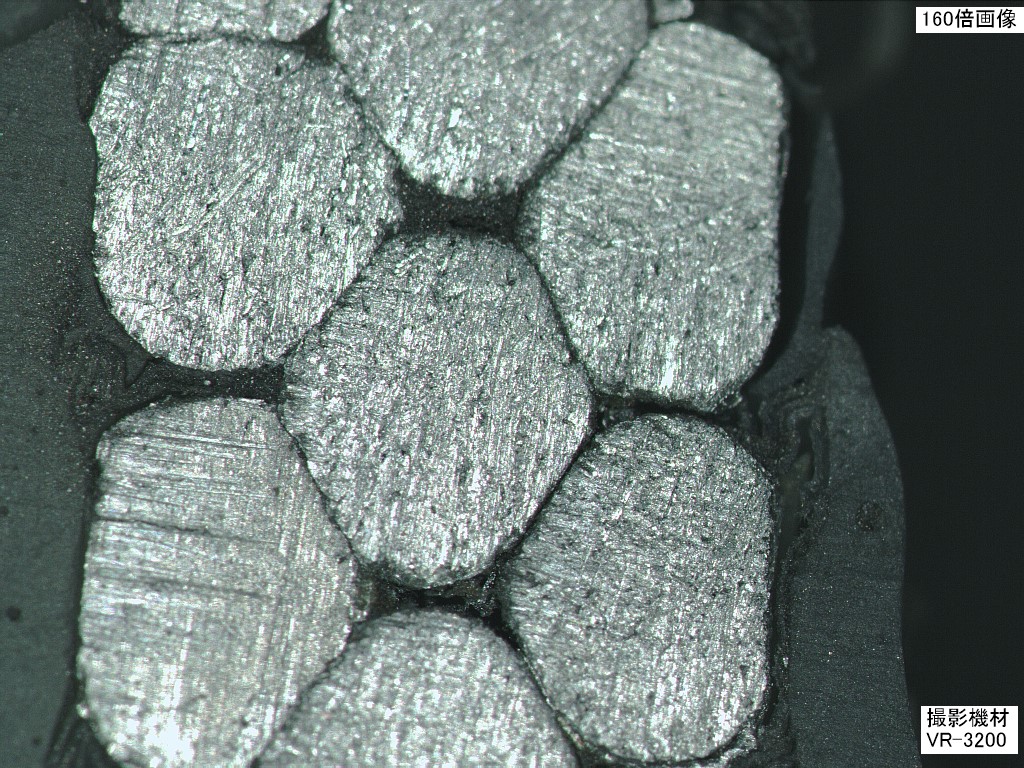
①工程としては、高密度に巻いた空芯コイル状態で圧縮・成型は同時に行われます。
②圧縮されることで、コイル電線間の隙間が少なくなります。(被膜の保護を重視する場合は、圧縮を弱めにすると、被膜の厚さはそれなりに残ります)
③成型によりコイル段付き面のゴツゴツが平面に整います。
④ストレートティース或いは分割コアにコイルを挿入しますが、コイルを内径、そして隣のコイルとの接地面には何らかの絶縁物が必要になります。
⑤結果的に、コイルの内部もまたコアティース間も、絶縁物の隙間を除けば隙間がほとんどなくなり、平角線の段付き巻線より占積率がアップします。
アルミ線の圧縮成型治具のコストが1/10になりました。
最高の密度(占積率90%以上)を目指す場合、銅線では成形金型に近いイニシャルがかかってしまう成形圧縮コイルですがアルミ線では簡易圧縮と同等の値段で圧縮金型が出来るようになりました。