
集合線=複数の線を直線状に束ねた線
昨今、渦損対策としてモーターコイルにリッツ線や集合線を使う例が増えています。
当社では、巻線技術或いは特殊加工技術により、様々なリッツ線や集合線を加工して目的の形状を造り出します。

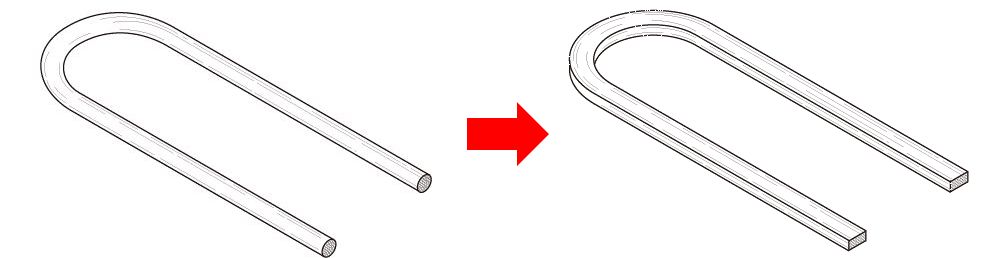

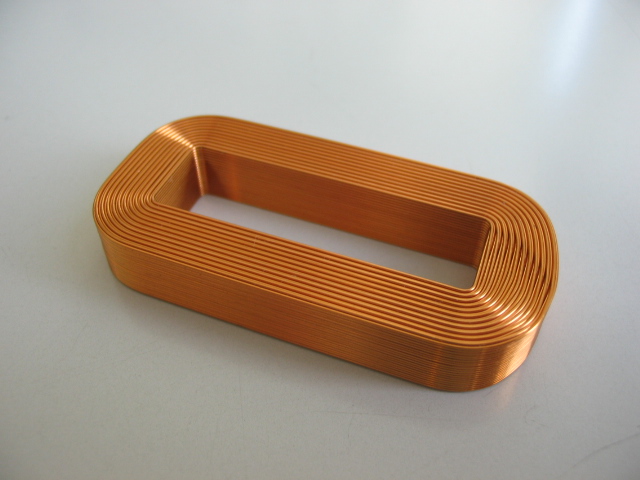
Жイメージとして、下記のようにきちっと巻いたコイルを平角状態に圧縮・成型し、コの字型にする。


素線も丸線、リッツ線、集合線形状も丸の電線を一気に圧縮・成型し、所定の形に加工できる
☞セグメント式のモーター用に


昨今、渦損対策としてモーターコイルにリッツ線や集合線を使う例が増えています。
当社では、巻線技術或いは特殊加工技術により、様々なリッツ線や集合線を加工して目的の形状を造り出します。
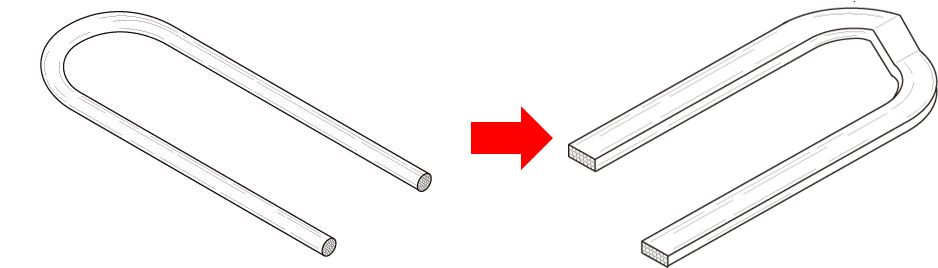
Жイメージとして、下記のようにきちっと巻いたコイルを平角状態に圧縮・成型し、コの字型にする。
素線も丸線、リッツ線、集合線形状も丸の電線を一気に圧縮・成型し、所定の形に加工できる
☞セグメント式のモーター用に
【車載用無接点充電コイル】

SAE規格相当品タイプ(寸法:350×350×9)

フレキシブルタイプ(寸法:350×270×7)
【地上側無接点充電コイル】
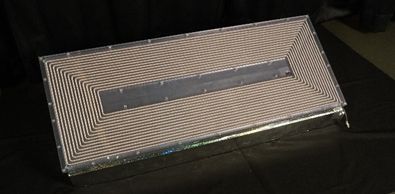
(寸法:1020×400×30)

EV用/AGV用/車載側/地上側/無接点充電コイル
リッツ線各種/フェライトコア/ケーシング/配線/カスタマイズ可能
2020年10月 小林社長が、信濃毎日新聞の「この人この戦略」欄に掲載されました。
2020年9月
八十二銀行の私募債発行に際し、野岸小学校管楽部(全国で常に金賞をとっている管楽部です!)にトランペットを寄付しました。